Salient features of our molds are:
Optimised Preform design of molds to ensure dynamic results in bottle blowing
Preform molds with valve gate Hot Runner system
Manufactured in modular concept for standard interchangeable mold components for ease of replacement.
Variation in Preform wall thickness of ±0.10mm, depending on its length
Machining tolerances of the order of 0.005mm (5 microns)
A well-balanced cooling channel layout and turbulent water flow for consistency in cooling and efficient heat transfer
Application of internationally advanced two-step dual taper locating technology
Independent self-locking of each cavity to ensure high concentricity of product
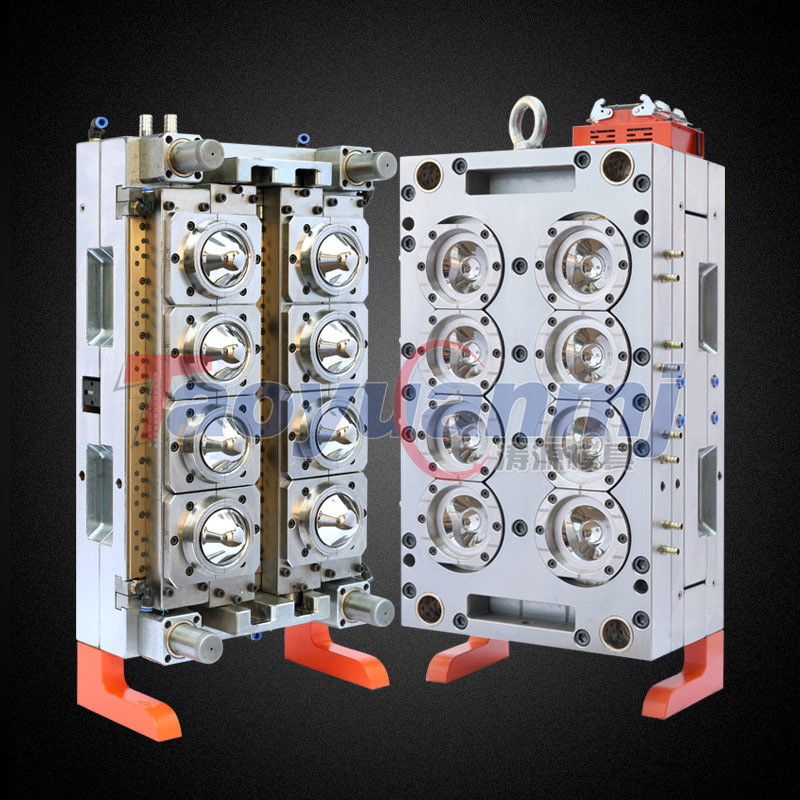
China 8 Cavities Hot Runner Needle Valve Jar Preform Mould
Tags:
-
preform,Mould,Hot,Runner,cavities,China,Jar,8,Needle,Valve
 china 8 Cavities Hot Runner Needle Valve Jar Preform Mould
china 8 Cavities Hot Runner Needle Valve Jar Preform Mould
Mould Description: 8 Cavities PET preform mould with hot runner.
Shaping mode: Plastic Injection Mould
Product Material: Steel
Cavity quantity: 8 cavities
Main mould base :P20 steel (Nitrogen treatment, HRC 28-32 degree)
Core (punch) and cavity:S136 (Vacuum quench treatment, HRC 43-52 degree)
Screw neck (lip):S136
Heating plate: H13 steel , Chinese standard manifold.
Heating ring: ROTFIL from Italy.
Temperature controller: PID voltage temperature controller
Preform mould configuration Adopted European mould structure: PET materials go into nozzle tip straightly to improve mould cycle time.
Cooling system on cavity, core. If u require, we also design the cooling system on neck (slip).
Preforms drop through injection machine central ejector automatically
The controller heat Individual cavities, runner and sprue.
One Temperature zone control one point temperature.
Double-locked, inter-changeable mould components;
Usage life (guarantee):3,000,000 shots-5,000,000 shots
Certification: ISO9001
Country of origin: China
Brand name: TAOYUAN,www.PET-MOLDS.COM
Warranty Period:one year
Delivery time:30-45 days
Shipping Port:FOB Ningbo FOB Shanghai
MOQ: 1 set pet Jar preform mould Pet Jar Preform Mould Feature
Pet Jar Preform Mould Feature
1. Durable
Use P20 pre-hardened steel as the PET jar Preform Mould plate to make complete structure stable, not easy transformation.
All the mould plate rust-proof handling, decrease the second pollution during the production.
Core, cavity and screw all use S136 stainless steel. After the vacuum treatment, hardness 48-50HRC. Guarantee: 5 million shots.
2. High effiency and Low cost
using Germany heating ring HOTSET only 268W, the traditional one 320W, save 20% electricity cost. Lower AA level and be more environmental.
Hot runner production, save labor cost. One worker can work for 3 or 4 sets of injection machine
Large diameter pipe make the mould cool fast and well. Shorten cycle time.
Adopt double ejection device, pulley sliding and ejector sleeve to make sure the preform can be ejected smoothly without the robot hand.
3. High Accuracy and Easy maintaince
With high precision imported machine tool, all the spare parts can be interchanged to save the maintaince time and guarantee the preform weight difference.
Independent hot runner system, even one cavity is broken, others still work.
The temperature controller is controlled by PID. It can be changed on working condition.
Core, cavity and neck screw is controlled by the double cone positioning to ensure does not appear flash, different size, irregualr and other defects.
| Product Name | Jar preform mould |
| Core &Cavity Steel | 2316#steel, S136 stainless steel or based on customer's requirement. |
| Mould base & Standard Component | DME,HASCO,MISUMI,LKM,Self-made with P20, 3CR13, 4CR13 material etc. |
| Steel hardness: | HRC30-35 for base material. |
| HRC45-48 for core and cavity material. | |
| HRC60-62 for special parts material | |
| Plastic material | PET, PP, etc. |
| Cavity Number | 1*4, 1*6, 1*8, 1*12, 1*16, 1*24, 1*32, 1*48 etc |
| Injection System | Pneumatic Valve gate with shut off&free-cut or short tail or long tail etc |
| Ejector System | Mould slider + Stripper plate ejection |
| Cycle Time | Based on PET preform thickness |
| Tooling lead time | 30-60 Days |
| Mould life | At least 2.0million Shots |
| Quality assurance | ISO9001:2008/ CE certificate for European customers |
Contact Details
How Can We Help You?
